8 minutes

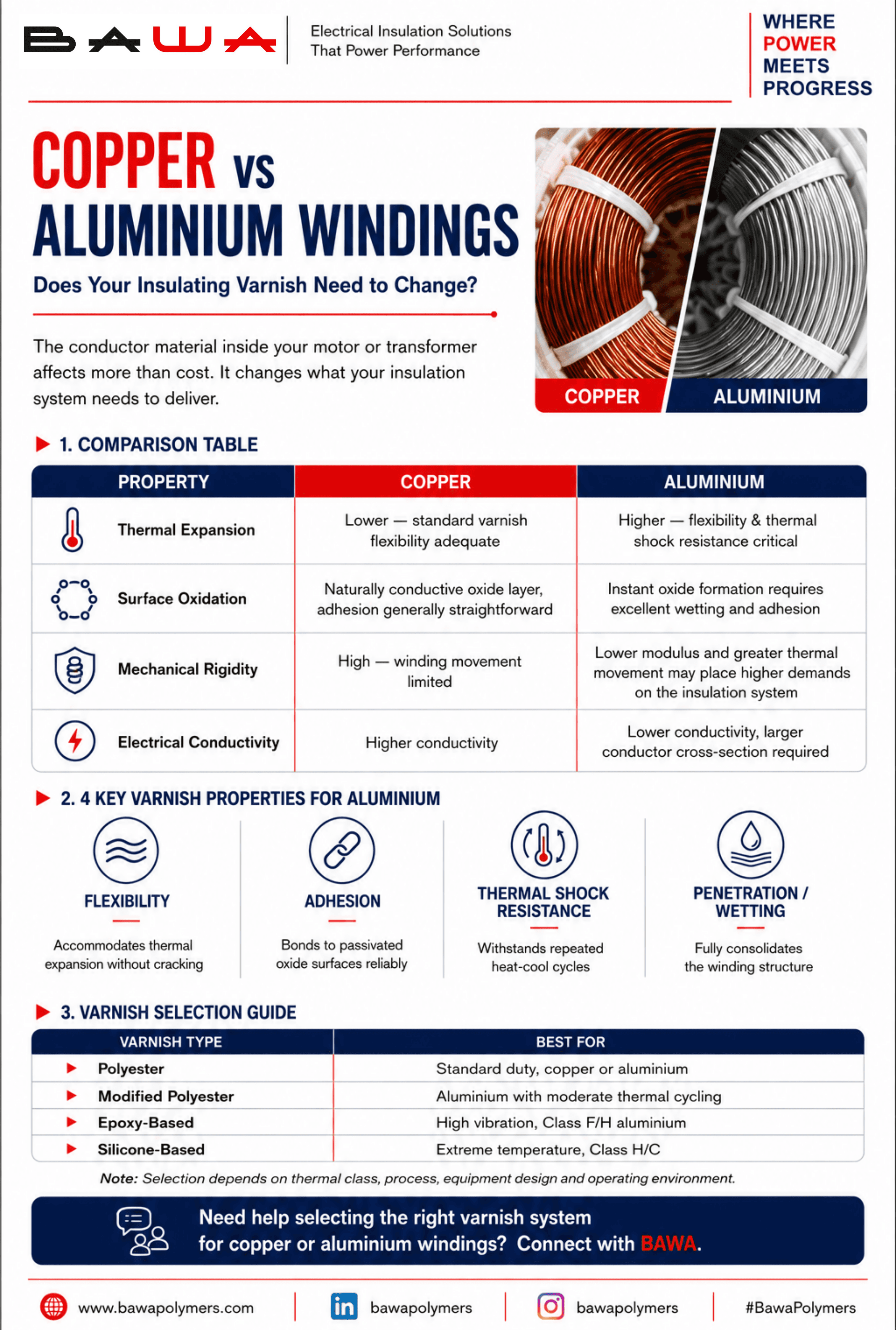
Electrical equipment manufacturers face a familiar balancing act: the long-established reliability of copper windings on one side, and the genuine cost and weight advantages of aluminium on the other. As this trade-off becomes more pressing, particularly in motor and transformer manufacturing, a related technical question tends to follow: can the same impregnation varnish do the job reliably on both conductor types?
The short answer is often yes. The fuller answer depends on a set of technical factors that directly determine whether your insulation system lasts its intended service life or begins to degrade before it should.
Why Conductor Material Matters to Varnish Performance
An impregnation varnish, whether applied via dip-and-bake, vacuum pressure impregnation (VPI), trickle, or flooding, is expected to deliver a consistent set of results: improved dielectric strength, mechanical consolidation of the winding, better heat dissipation, and protection against moisture and environmental contaminants.
What gets overlooked is that the conductor material itself shapes how effectively the varnish can fulfill each of those roles across years of service. Two windings built to the same thermal class and impregnated with the same varnish can behave quite differently in the field if one uses copper and the other uses aluminium.
Key principle: Varnish selection should be driven by the complete system context, conductor material, thermal class, impregnation method, vibration exposure, and expected service life, rather than conductor type alone.
Thermal Expansion: Where the Real Difference Lies
Aluminium has a coefficient of thermal expansion roughly 40% higher than copper. In plain terms, this means aluminium windings move more, expanding and contracting more noticeably with every heating and cooling cycle.
For most motors and transformers in service, thermal cycling is not an occasional event; it happens continuously. Each start-stop cycle, each load variation, each ambient temperature swing adds a small amount of cumulative mechanical stress to the cured varnish layer.
A varnish system without sufficient flexibility will eventually develop micro-cracks at the conductor-to-insulation interface. Once that happens, moisture finds a path in, dielectric properties fall, and the effective service life of the winding shortens faster than it should. For aluminium applications with frequent duty cycles or wide operating temperature ranges, varnish flexibility and thermal shock resistance move to the top of the selection criteria, right alongside dielectric performance.
Aluminium begins forming an oxide layer almost the moment it is exposed to air. The oxide layer itself is not a problem for corrosion resistance, it is actually protective. But from a varnish adhesion perspective, it creates a chemically passive surface that does not bond as readily as freshly prepared metal.
Copper oxidises too, but at a slower rate and with fewer implications for varnish adhesion in standard manufacturing environments. With aluminium, the impregnation varnish needs to demonstrate strong wetting characteristics, the ability to penetrate fully into the winding structure and displace trapped air even where the conductor surface has passivated.
Mechanical Stability Under Vibration
The tensile strength difference between the two materials is significant. Annealed copper conductors typically sit in the 200 to 250 MPa range; comparable aluminium electrical grades fall around 70 to 100 MPa. That gap in mechanical rigidity means aluminium windings are more susceptible to movement under vibration loading.
In traction motors, industrial drives, or any application with persistent vibration, conductor movement translates into fatigue stress on the impregnation layer over time. A varnish with strong bonding strength, capable of locking winding conductors in place against relative displacement, provides a meaningful contribution to long-term mechanical integrity.
Can the Same Varnish Work for Both?
In standard industrial applications with moderate operating temperatures and predictable duty cycles, a well-formulated modern impregnating varnish will generally perform reliably on both conductor types. Many manufacturers run a single varnish across mixed winding specifications without any meaningful performance compromise.
Where it gets more nuanced is when aluminium windings are used in demanding conditions, high-frequency thermal cycling, elevated ambient temperatures, persistent mechanical vibration, or outdoor exposure. In those scenarios, the properties most likely to limit performance on aluminium are adhesion, flexibility, and thermal shock resistance.
Practical note: If your current varnish system is qualified on copper, it is worth running thermal cycling and adhesion pull tests on aluminium conductor samples before committing to volume production, particularly for Class F or Class H applications.
Varnish Technologies and When to Use Them
Polyester Systems (Class B / F) Proven cost-effective performance on copper or aluminium in standard duty applications with moderate thermal cycling.
Modified Polyester (Class F) Improved flexibility and thermal cycling resistance; well suited to aluminium applications with moderate vibration or temperature variation.
Epoxy-Based Systems (Class F / H) Superior mechanical strength and chemical resistance; preferred for aluminium windings in high-vibration or chemically aggressive environments.
Silicone-Based Systems (Class H / C) Exceptional thermal stability for extreme-temperature service; compatible with both conductor types.
Application Process: VPI vs Dip-and-Bake
The impregnation process itself matters, particularly for aluminium. VPI is generally the preferred method for aluminium-wound assemblies because the vacuum stage actively removes trapped air from the conductor surface before resin infusion begins, improving penetration where the oxide layer might otherwise limit wetting.
For dip-and-bake processes, pre-heating the winding assembly and extending the dwell time are common practices to improve penetration on aluminium. Process parameters should be validated specifically for aluminium rather than carried over from copper-based qualifications.
Varnish Selection Checklist
Before specifying an impregnation varnish, work through these factors:
Conductor material, whether copper, aluminium, or a mix of both
Required thermal class per IEC 60085 (Class B, F, H, or above)
Operating temperature range and thermal cycling frequency
Impregnation process: VPI, dip-and-bake, trickle, or flooding
Mechanical vibration levels and mounting configuration
Environmental exposure: humidity, moisture, chemical contact, outdoor use
Adhesion performance validated on the specific conductor alloy being used
Flexibility and crack resistance confirmed through thermal shock testing
Expected equipment service life and maintenance access frequency
Conclusion
Copper and aluminium windings each bring clear advantages to motor and transformer design, and each places distinct demands on the insulation system. Selecting the right insulating varnish means looking beyond standard dielectric ratings to assess adhesion on oxidised surfaces, flexibility across thermal cycles, fatigue resistance under vibration, and compatibility with your specific impregnation process.
When those factors are addressed with the appropriate varnish technology, aluminium windings can deliver long-term electrical reliability that stands comparison with copper, at a considerably lower material cost.